Зачем нужны заводские испытания зернодробилок
Производство зернодробилок — дело ответственное. Скрытый дефект или ошибка сборки грозят поломкой в разгар сезона и прямыми убытками для хозяйства. Заводские испытания выявляют такие слабые места: проверяют материалы, точность сборки и оценивают реальный ресурс. К тому же, без них невозможно получить обязательный сертификат соответствия техническому регламенту Таможенного союза (ТР ТС 010/2011). В дальнейшем, после отгрузки оборудования, не менее важен полный цикл ввода дробилки в эксплуатацию, который включает оформление документов и разрешение Ростехнадзора.
Этапы испытаний на производстве
1. Входной контроль комплектующих
До сборки каждая деталь — корпус, ротор, сито, подшипники, электродвигатель — проходит строгий контроль. В ход идут штангенциркули, микрометры, твердомеры, измерительные микроскопы. Всё, что не соответствует чертежам или имеет трещины, раковины, заусенцы, отбраковывается сразу.
2. Сборка и настройка
Собранную зернодробилку настраивают с предельной точностью: выставляют зазор между молотками и декой, балансируют ротор, добиваются лёгкого вращения. Момент затяжки резьбовых соединений строго контролируют динамометрическими ключами. Ещё на этапе проектирования применяют моделирование процесса дробления на компьютере, чтобы заранее оценить возможные проблемы.
3. Холостые испытания
Первый запуск — без зерна. Слушают двигатель: нет ли посторонних шумов? Замеряют нагрев подшипников — корпус не должен разогреваться выше 65°C. Контроль ведут тепловизорами или инфракрасными термометрами. При необходимости проводят термографию дробилки, чтобы точно локализовать горячие точки.
4. Нагрузочные тесты
Затем — работа под нагрузкой: в бункер засыпают пшеницу или ячмень влажностью 14%. В течение минимум 30 минут следят за производительностью (кг/мин), потребляемой мощностью (кВт) и равномерностью помола. В арсенале испытателей — ваттметры, частотомеры и набор сит с разными ячейками. Для точного подбора электродвигателя заранее выполняют расчёт мощности двигателя для дробилки, что помогает избежать перегрузок.
5. Проверка на вибрацию и шум
Вибрация — главный враг долговечности. На заводе её измеряют пьезоэлектрическими датчиками на корпусе и роторе. Допустимый порог — 7 мм/с. Шум замеряют шумомером в метре от машины: для бытовых моделей не выше 80 дБ, для промышленных — до 95 дБ. В ходе проверки динамической устойчивости особое внимание уделяют балансировке ротора дробилки, так как даже небольшой дисбаланс существенно увеличивает вибрацию. Все эти процедуры входят в стендовые испытания дробилки, которые проводятся по строгим методикам.
6. Испытания на безопасность
Безопасность — под особым контролем: проверяют заземление, сопротивление изоляции (не ниже 1 МОм), защитные кожухи. Аварийная остановка: после отключения питания ротор должен полностью остановиться за 10 секунд. На результаты помола напрямую влияет скорость вращения ротора и фракция помола, поэтому на этом этапе фиксируются параметры оборотов.
Типовые испытания и сертификация
Типовые испытания новая модель проходит единожды — перед запуском в серию. Это ресурсный марафон на 72 часа без остановки, экстремальные температуры от -30 до +50°С и проверка ремонтопригодности. Успешное прохождение — ключ к сертификату соответствия.
Как часто проводят испытания
Приёмо-сдаточные тесты обязательны для каждого экземпляра. Выборочно, каждую 10-ю машину, проверяют при смене конструкции или поставщика. Раз в год — плановая инспекция ОТК и переаттестация.
Какие дефекты выявляют чаще всего
Статистика брака говорит сама за себя: дисбаланс ротора — 25%, дефектные подшипники — 18%, неверный размер сита — 12%. Именно поэтому каждый аппарат гоняют на стенде после сборки.
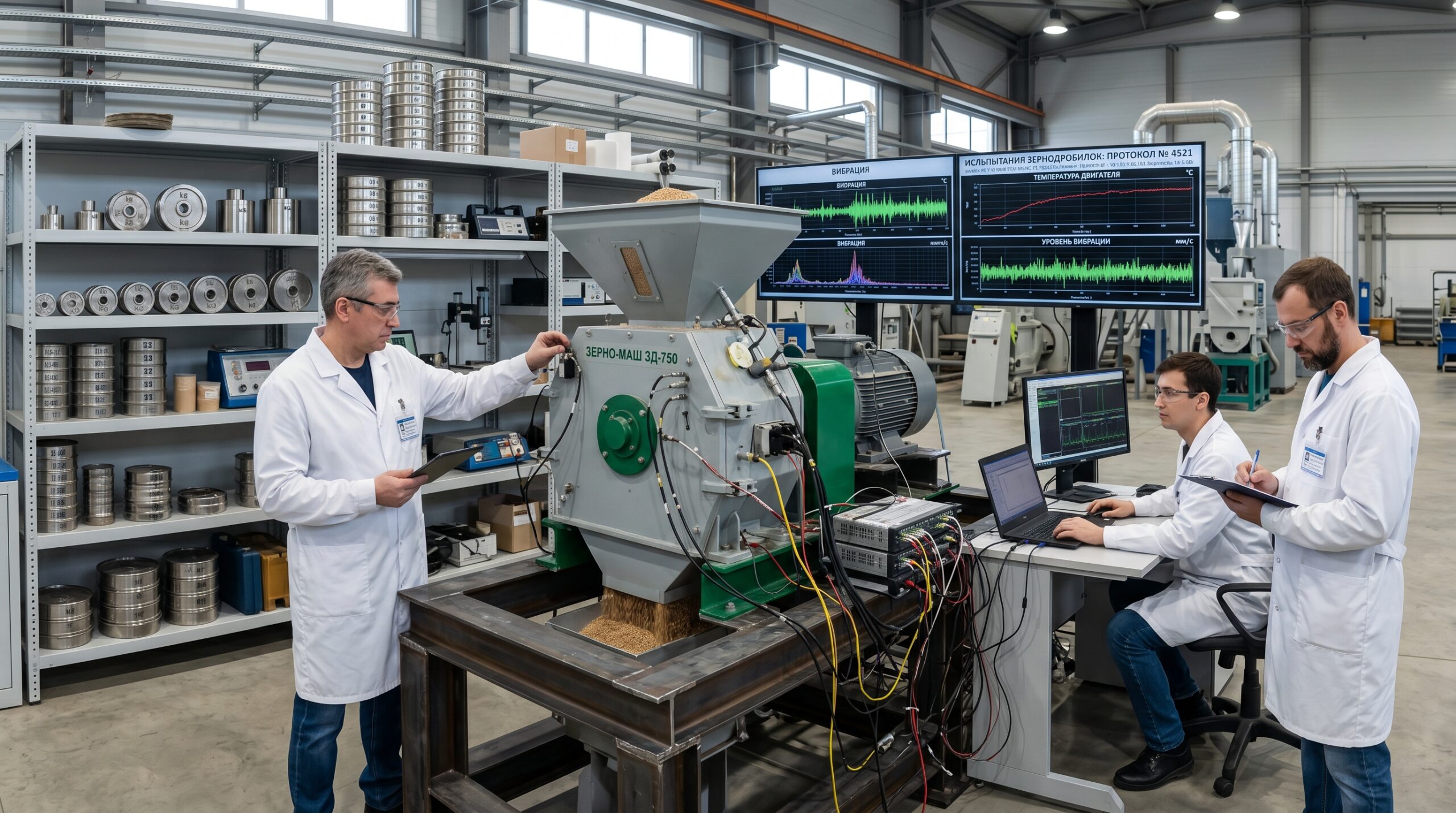
Современное испытательное оборудование
Передовые заводы оснащены автоматизированными стендами с компьютерным управлением. Графики вибрации, температуры и тока строятся в реальном времени, что даёт точный прогноз ресурса. А системы технического зрения проверяют качество сварки и окраски без участия человека.