Введение: принципиальные отличия конструкции
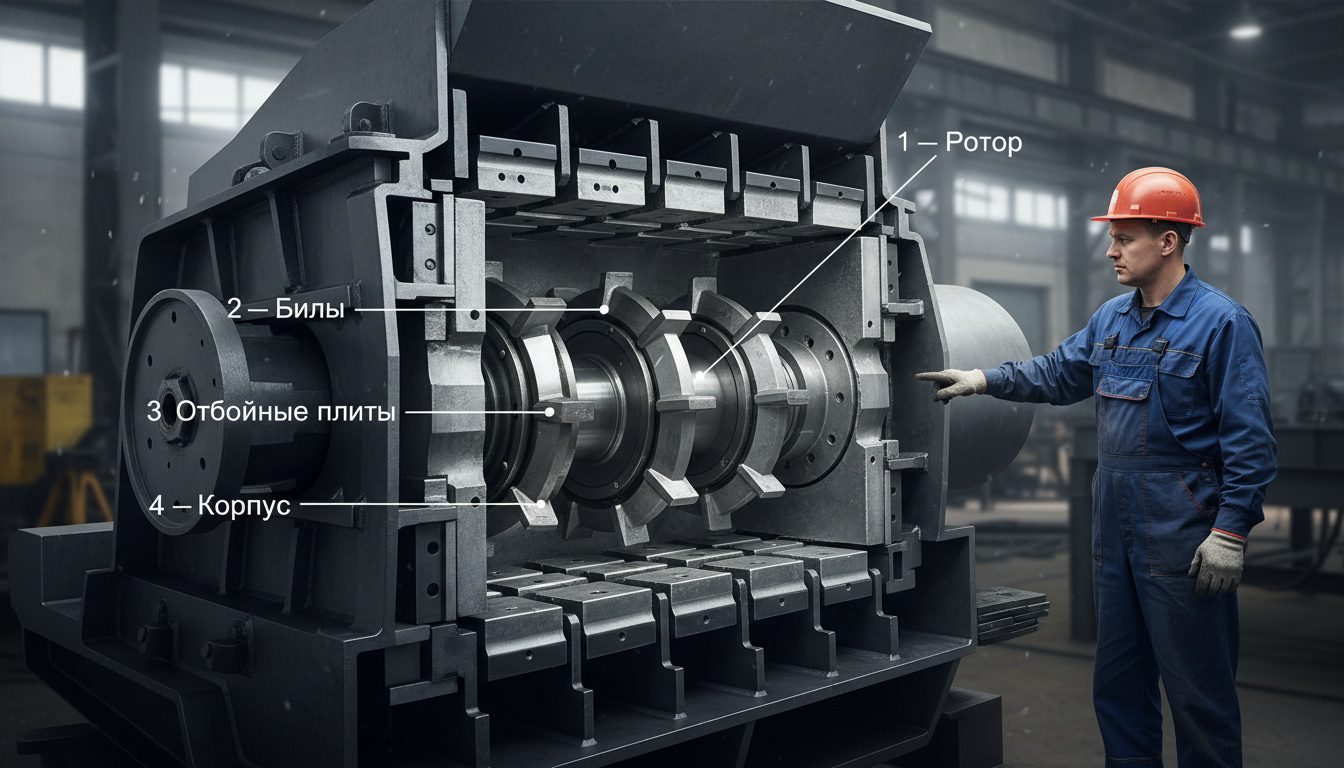
Прежде чем браться за переделку, важно понять, чем роторный механизм отличается от молоткового. В молотковой дробилке удар наносят свободно качающиеся молотки. В роторной – жёстко закреплённые била вращающегося ротора, которые на огромной скорости швыряют материал на отражательные плиты. Именно это различие меняет всю механику и требует серьёзной доработки корпуса. В отличие от молотковых, роторные схемы часто оснащаются защитой от перегрузки, что повышает надёжность конструкции.
Роторная схема вдвое экономичнее по металлу и даёт степень измельчения до 1:20 – против скромных 1:10 у молотковой. Но за это придётся заплатить: новый ротор, перекроенная камера дробления, усиленный корпус, а возможно, и замена привода. Полное переоснащение влетит в 50–70% стоимости новой роторной дробилки, но если есть умелые руки и сварочный аппарат, игра стоит свеч. Больше примеров модернизации старой дробилки можно найти в отдельной статье.
Этап 1. Диагностика и демонтаж молоткового ротора
Начинаем с безопасности: отключаем питание, вешаем предупреждающий плакат. Снимаем кожухи, защитные экраны и питающий лоток. Ослабляем натяжение клиновых ремней либо отключаем муфту прямого привода. Откручиваем крепления подшипниковых опор. Молотковый ротор – это массивный вал с дисками и пальцами; молотки снимаем или выпрессовываем, затем целиком вынимаем вал.
Обязательно проверьте люфт в подшипниках. Если зазор больше 0,15 мм – меняйте без сожалений. Лучше сразу поставить усиленные двухрядные сферические подшипники, например SKF 22218. Осмотрите корпус: трещины и деформации сварных швов – под зачистку и заварку, и только потом приступайте к сборке нового узла.
Этап 2. Изготовление или адаптация ротора с билами
Самый критический этап. Ротор обязан быть статически сбалансирован: дисбаланс не должен превышать 2–5 г·мм. Это значит, что вам нужно либо заказать готовый ротор у профильных производителей (например, компания «Дробсервис» подгонит под ваши размеры), либо модернизировать имеющийся вал, установив новые диски и втулки. Если посадочные места под диски диаметром 50–100 мм, их можно разделить проточкой и заказать диски с пазами под била нужной зернистости. При выборе комплектующих для переоснащения стоит опираться на опыт, описанный в статье о производстве зернодробилок Шмель.
Била отливают из износостойкой стали 110Г13Л или берут импортные сплавы типа Hardox 500. Толщина – под крепость сырья: для известняка достаточно 40 мм, для гранита – 60 мм. Монтируйте била с регулировочными пластинами, чтобы точно выставить положение. Тут же устанавливают отражательные плиты; их наклон регулируется, а рабочий зазор между билом и плитой выставляют в пределах 10–30 мм.
Этап 3. Усиление корпуса и монтаж отражательных плит
Корпус молотковой дробилки не рассчитан на мощные удары, которые придут через отражательные плиты. Боковые стенки усиливаем полосами стали 10–20 мм и привариваем рёбра жёсткости. Сами плиты – из износостойкой стали толщиной от 20 мм. Их ставят на шарниры или болты с пружинными демпферами, чтобы при попадании недробимого предмета плиты отклонялись и спасали машину от поломок.
Отбойные зоны – каналы возврата крупной фракции – обязательный элемент роторной дробилки. В корпусе формируют соответствующие полости либо ставят перенаправляющие косынки. Если места внутри маловато, снаружи приваривают карман-отбойник. Не забудьте предусмотреть лючки для регулировки плит без полной остановки линии – обслуживание станет заметно быстрее.
Этап 4. Замена ременной передачи и балансировка
После установки нового ротора и плит пересчитываем привод. Роторные дробилки требуют на 15–20% больше мощности, чем молотковые при той же производительности. Если стоял двигатель 30–45 кВт, скорее всего, понадобится на 55–75 кВт – либо перемотка статора. Заодно расширьте шкивы на одну-две позиции, чтобы снизить нагрузку на ремень.
После сборки ротор балансируют динамически на станке – например, БМ-100. Допустимый дисбаланс – не более 0,1 мм смещения центра масс. Если станка нет, выручает статика: ротор укладывают на параллельные призмы и подбирают грузики на облегчённый шкив. Затем ротор возвращается в корпус и проверяется равномерность зазора между билами и отражательными плитами по всей длине.
Этап 5. Пусконаладка и проверка безопасности
Перед первым пуском убедитесь, что вращение идёт против часовой стрелки, если смотреть со стороны шкива. Установите защитную решётку на загрузочный люк. Протяните все болты с моментом не ниже 450 Нм. Запустите дробилку на холостом ходу на 10–15 минут. Звук должен быть ровным, гудящим – без металлического стука. Если слышны посторонние шумы – останавливайте, вскрывайте корпус и проверяйте зазоры. Особое внимание уделите блокировками безопасности, которые должны быть исправны до начала работы.
После холостых испытаний подайте пробную порцию – мелочь 0–20 мм, например известняк-стабилизатор. Нагрузку наращивайте плавно. Ток двигателя не должен выходить за номинал более чем на 20%. Зазорами отражательных плит добейтесь нужной степени дробления; следите, чтобы доля пыли не превышала 10%. Для контроля качества полезно ознакомиться с информацией о влиянии дробилки на ПДК пыли. При правильной настройке дробление идёт ровным, напористым звуком без затуханий.